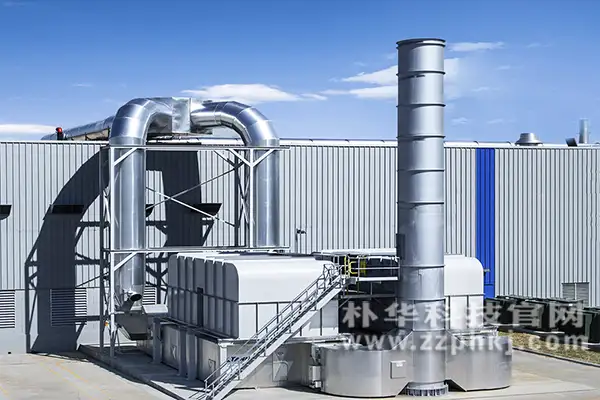
在現在催化燃燒技術已經成為行業主流解決方案,當然這對化工廠來說可是一個很好的技術,而這種技術通過催化劑降低反應活化能,讓有機廢氣在較低溫度下(通常250-400℃)就能去氧化分解為CO?和H?O,比直接燃燒節能40%以上!這種技術明顯比傳統焚燒爐省燃料多了。

一套完整的催化燃燒裝置通常包含這幾個關鍵部分:
預處理單元:先去除粉塵、油霧等雜質(這步特別重要——或者說非常關鍵)
熱交換器:回收燃燒熱量,節能杠杠滴
催化反應室:內置貴金屬催化劑載體
控制系統:全自動溫控與安全監測
| 指標 | 催化燃燒 | 活性炭吸附 | 直接燃燒 |
|---|---|---|---|
| 運行成本 | 較低 | 較高(需更換炭) | 非常高 |
| 處理效率 | >95% | 80-90% | >99% |
| 二次污染 | 基本無 | 危廢炭產生 | 氮氧化物生成 |
河南環保設備生產廠家鄭州樸華科技有限公司,在催化燃燒領域有十多年項目經驗。他們家的RCO催化燃燒設備采用獨特的蜂窩陶瓷載體,催化劑使用壽命長達3-5年,這個壽命——或者說使用周期——在業內是領先水平。

廢氣濃度范圍:比較好的處理濃度在1-10g/m3之間
組分復雜性:含硫、氯元素需特殊預處理
風量匹配:大風機能耗會飆升
鄭州樸華科技的技術團隊經常遇到些客戶反饋,說設備運行不穩定。后來發現多數是沒做好前處理,比如噴漆廢氣里的漆霧把催化劑糊住了,這種低級錯誤完全能避免的。他們家的VOCs治理設備配置了三級過濾系統,專門解決這類問題。
不得不提的是催化劑失活問題。常見誘因包括:
- 高溫燒結(超過500℃就危險)
- 中毒現象(磷/鉛/鋅化合物才是很要命的)
- 粉塵覆蓋(所以前置過濾不能馬虎)
鄭州樸華科技的設備自帶催化劑監測模塊,能提前預警更換時機,這個功能真心實用。
最后說說經濟賬:雖然催化燃燒設備初期投入較高,但以某農藥廠案例看,他們處理3萬m3/h廢氣,不到兩年就通過節能收回了成本。現在環保查的嚴,化工廠不上達標設備根本沒法開工,這筆投資劃得來!
總之啊,選擇靠譜的催化燃燒解決方案,既要看設備參數也得看廠家經驗。鄭州樸華科技有限公司作為河南老牌環保企業,其RTO設備、催化燃燒裝置在橡膠、制藥等行業有200+成功案例,還提供免費方案設計服務,有需求不妨聯系看看。



河南鄭州國家高新技術產業開發區
服務熱線:158-9013-7611
郵箱: zzphkj@163.com
 抖音觀看現場案例
抖音觀看現場案例
 掃碼聯系微信客服
掃碼聯系微信客服
© 版權所有:鄭州樸華科技有限公司備案號:豫ICP備09041880號-2 營業執照: 鄭州樸華科技有限公司 網站地圖