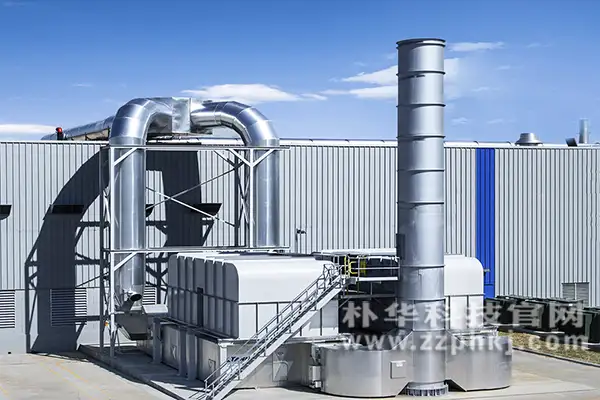
在冶金、機械加工、食品加工等工業生產領域,含油粉塵的產生不可避免。這些粉塵不僅存在爆炸風險,還可能污染環境、危害員工健康,其高效處理已成為企業可持續發展的關鍵。本文將從含油粉塵的特性分析入手,深入探討相關處理技術,并給出特殊工況應對策略及未來技術展望。
一、含油粉塵特性分析
物理特性:粒徑多在1 - 100μm之間,密度通常低于普通粉塵(約2 - 3g/cm3),易懸浮于空氣形成可燃性混合物。
化學特性:含有的有機成分(如切削油、潤滑油)在高溫下易分解,產生多環芳烴等毒性物質;且油類成分使粉塵表面疏水,增加處理難度。
環境危害:長期吸入含油粉塵可能引發呼吸道疾病和塵肺病,爆炸極限下限(LEL)僅為20 - 60g/m3,遠低于常規粉塵。
二、關鍵技術解決方案
含油粉塵處理采用分級處理工藝體系,包含一級預處理、二級深度處理和三級尾氣凈化:
一級預處理:濕式除塵
文丘里洗滌塔或水幕除塵系統,通過高速水流捕集粉塵,同時將油類成分轉移至水中,油水分離效率可達90%以上。某汽車零部件廠應用該工藝后,車間內粉塵濃度從800mg/m3降至50mg/m3。
二級深度處理:干式除塵
濕法無法完全處理的超細粉塵,使用脈沖袋式除塵器配合防粘結濾料(如PTFE覆膜濾袋)。通過離線清灰和脈沖反吹技術,實現0.1μm級粉塵高效攔截(過濾效率>99.9%)。
三級尾氣凈化:催化燃燒(RTO)
油性VOCs成分經蓄熱式燃燒系統分解。典型運行參數為燃燒室溫度850℃,停留時間>1秒,有機物去除率>99.5%,熱能回收率可達90%。
智能化的運維管理也不可或缺,需采用PID在線監測系統實時追蹤排放指標,聯動PLC自動調節設備參數;通過聲發射傳感器監測濾袋破損,提前預警維護需求。某煉化企業應用該系統后,運維響應速度提升83%,設備故障率下降40%。
三、特殊工況應對策略
高濕環境:增設冷凝脫水裝置,將含油廢氣露點降至40℃以下,避免濾材受潮板結;采用疏水改性樹脂處理濾袋表層,提升疏油性。
防爆處理:在除塵器內部設置泄爆閥和氮氣惰化系統,防爆膜抗爆壓力≤0.02MPa;采用抑爆劑噴射裝置(NaHCO?霧化)快速抑制爆燃。
資源回收:通過離心分離 + 蒸餾工藝,從除塵廢水中回收90%以上的工業油脂,經精制后循環用于設備潤滑,年節約成本約15萬元/套設備。
四、未來技術趨勢
靜電增強過濾:將高壓靜電場與纖維濾料結合,捕集效率提升至99.97%,能耗降低25%。
光催化氧化:UV - LED協同TiO?納米材料,在常溫下將有機廢氣分解為CO?和H?O,適用于低濃度工況。
數字孿生系統:基于CFD模擬優化管道布局,實現排放預測性控制,減少超排風險58%。
含油粉塵治理需綜合考慮工藝適配性、安全性和經濟性。通過技術創新與系統集成,企業可在合規達標的同時,將廢棄物轉化為資源,推動綠色可持續發展。



河南鄭州國家高新技術產業開發區
服務熱線:158-9013-7611
郵箱: zzphkj@163.com
 抖音觀看現場案例
抖音觀看現場案例
 掃碼聯系微信客服
掃碼聯系微信客服
© 版權所有:鄭州樸華科技有限公司備案號:豫ICP備09041880號-2 營業執照: 鄭州樸華科技有限公司 網站地圖